


Types of Mechanical Valves in the Industrial Valve Industry: Advantages, Disadvantages, and Their Applications
Types of Mechanical Valves in the Industrial Valve Industry: Advantages, Disadvantages, and Their Applications
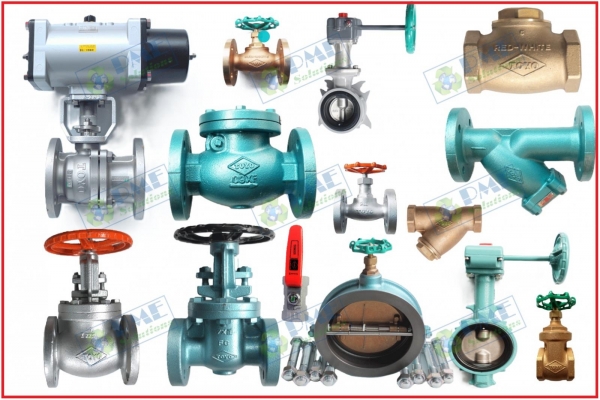
The industrial valve industry plays an important role in piping systems, helping to control and regulate the flow of liquids, gases, and steam. Below is an article about the common types of mechanical valves in the industrial valve industry: gate valves, globe valves, ball valves, butterfly valves, check valves, Y-strainers, needle valves, angle valves, diaphragm valves, and sanitary valves. We will analyze the advantages, disadvantages, and applications of each type of valve.
1. Gate Valve
Advantages:
- Simple design, easy to maintain.
- Causes little pressure drop when fully opened.
- Suitable for fully open/closed applications.
Disadvantages:
- Not suitable for flow regulation.
- Can get stuck when the liquid contains sediment.
Applications:
- Water supply systems, wastewater treatment.
- Oil, gas, and chemical industries.
2. Globe Valve
Advantages:
- Precise flow control.
- Fast opening/closing.
- High pressure resistance.
Disadvantages:
- Creates large pressure drop.
- Large size and heavy weight.
Applications:
- Steam, hot water systems.
- Oil and gas, chemical industry.
3. Ball Valve
Advantages:
- Fast opening/closing.
- High tightness, low leakage.
- Long service life and low maintenance.
Disadvantages:
- Not suitable for precise flow regulation.
- May get stuck if the fluid has sediment.
Applications:
- Water, oil and gas systems.
- Applications that require fast opening/closing.
4. Butterfly Valve
Advantages:
- Compact and lightweight.
- Fast opening/closing.
- Suitable for narrow spaces.
Disadvantages:
- Not completely tight, may have small leaks.
- Less suitable for applications requiring precise control.
Applications:
- Water supply systems, wastewater treatment.
- Food and beverage industry.
5. Check Valve
Advantages:
- Prevents backflow.
- Automatically operates without intervention.
Disadvantages:
- Can get stuck if there is residue.
- Higher pressure loss than other valves.
Applications:
- Water pumping systems, water supply systems.
- Oil and gas and chemical industry.
6. Y-Strainer Valve
Advantages:
- Removes dirt in the system.
- Easy to maintain and clean.
Disadvantages:
- Requires regular cleaning.
- Creates pressure drop when there is a lot of residue.
Applications:
- Water supply systems, steam systems.
- Oil and gas and chemical industry.
7. Needle Valve
Advantages:
- Precise flow adjustment.
- High tightness.
Disadvantages:
- Not suitable for large flows.
- Requires precise manipulation to adjust.
Applications:
- Pressure measurement and control systems.
- Chemical and pharmaceutical industries.
8. Angle Valve
Advantages:
- Good flow regulation.
- Angle design reduces installation space.
Disadvantages:
- Can create high pressure drop.
- Requires regular maintenance.
Applications:
- Water and steam supply systems.
- Oil and gas and chemical industries.
9. Diaphragm Valve
Advantages:
- No internal moving parts in contact with the liquid.
- Good for corrosive and dirty liquids.
Disadvantages:
- Cannot withstand high pressure.
- Membrane life is shorter than other types of valves.
Applications:
- Food and pharmaceutical industries.
- Water and wastewater treatment.
10. Sanitary Valve
Advantages:
- Easy to clean design.
- Meets strict hygiene standards.
Disadvantages:
- Higher cost than other types of valves.
- Requires regular maintenance and inspection.
Applications:
- Food, pharmaceutical, beverage industries.
- Applications requiring high hygiene standards.
- Conclusion
Each type of mechanical valve in the industrial valve industry has its own advantages and disadvantages, along with specific applications in the pipeline system. Choosing the right type of valve to suit the technical requirements and operating environment is very important to ensure the performance and reliability of the system. Businesses need to carefully consider these factors to choose and use mechanical valves most effectively.
Phuc Minh Technical specializes in distributing:
- Tozen industrial valves
- Tozen gate valves
- Tozen globe valves
- Tozen ball valves
- Tozen butterfly valves
- Tozen check valves
- Tozen Y strainer valves
- VYC needle valves
- Tozen angle valves
- NDV diaphragm valves, Swissfluid diaphragm valves
- NDV microbiological valves
Contact information:
- Phuc Minh Technical Co., Ltd.
- Email: info@pm-e.vn
- Tel: 028-3535.2125
- Fax: 028-3535.0254
- Web: pm-e.vn
- Address: 92/38 Street No. 12, KP18, Binh Hung Hoa Ward, Binh Tan District, Ho Chi Minh City.
- Zalo: 0902720814 - 0907450506 - 0902800728 - 0979737351
Related News
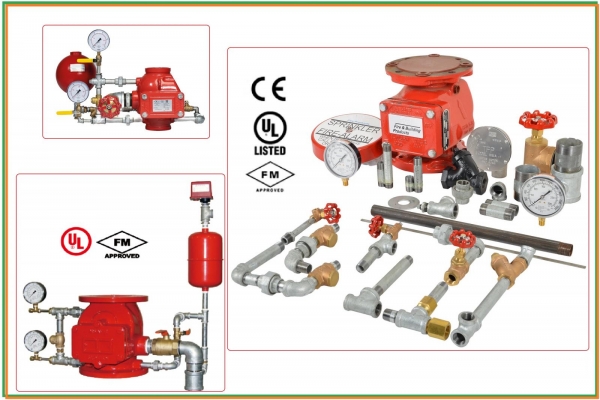
Professional Fire Protection Valve & Equipment Solutions – Leading Global Brands
24/03/2026
In any fire protection system, firefighting valves and water control equipment play a critical role in rapid response, system control, and the protection of life and property. Selecting products from world-leading brands that comply with international standards such as UL, FM, EN, and ISO ensures operational reliability, safety, and long-term performance.
Toyo Valve Japan – Official Genuine Valves 2026 | Latest Price List
01/04/2026
Get the latest 2026 prices for genuine Toyo Valve Japan. Wide range of industrial Toyo valves, full CO & CQ, competitive prices. Contact us for professional guidance.

Industrial Valves
30/03/2026
Learn about industrial valves, types, applications, and latest prices. Contact Phuc Minh for high-quality valves and expert support.

Yuanda Valve Price – Genuine Industrial Valves | PM-E.vn
31/03/2026
Get detailed Yuanda valve quotes in Vietnam from PM-E.vn. We provide a wide range of industrial valves: gate, globe, ball, butterfly, Y-strainer, and couplings. Large stock, fast delivery, competitive prices, complete CO/CQ. Contact 0907450506 – 0902720814.

Quick Quote: Yamamoto Keiki – Genuine Japanese Pressure & Temperature Gauges for Industry
31/03/2026
Discover Yamamoto Keiki pressure gauges, thermometers, and pressure control devices – 100% made in Japan, highly accurate and durable, widely used in boilers, oil & gas, chemical, food & pharmaceutical, power plants, and HVAC systems.






VINVAL Z61Y-800LB Gate Valve DN25 (1") | Class 800#, Socket Weld (SW)
1,244,430 d 1,464,040 d

VINVAL Z61Y-800LB Gate Valve DN20 (3/4") | Class 800#, Socket Weld (SW)
829,610 d 976,010 d

VINVAL Z61Y-800LB Gate Valve DN15 (1/2") | Class 800#, Socket Weld (SW)
799,450 d 940,530 d


About us

PHUC MINH ENGINEERING CO., LTD
Head Office: 92/38, No.12 St, Quarter 18, Binh Hung Hoa Ward, Ho Chi Minh City, Vietnam.
Tax Code: 0314405007
Tel: +842835352125
Fax: +842835350254
Email: info@pm-e.vn
Website: www.pm-e.vn
Quang Ngai Branch:
Address: 123/4 Vo Thi Sau, Chanh Lo, Quang Ngai, 840255, Vietnam
- Policies and regulations
- Payments
- Shipping and forwarding
- Warranty Policy
- Complaint handling process
- Exchanges and refunds
- Privacy Policy
Return Policy
Social network
.png)







Copyright © 20017 Copyright by Phuc Minh Technology Co., Ltd