


Benefits and uses of safety valves
Benefits of Safety Valves
Safety valves are essential devices in industrial systems, designed to protect equipment and ensure operator safety. Below is a detailed analysis of the benefits and applications of safety valves.

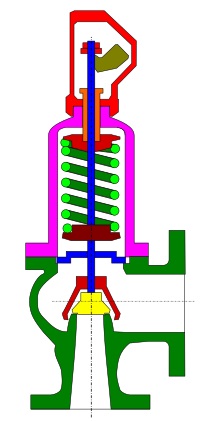
What is a Safety Valve?
A safety valve is an automatic device designed to release pressure when it exceeds safe levels, protecting the system from potential explosions or damage. These valves are commonly used in boilers, pressure vessels, oil, gas, chemical storage tanks, and water systems.
Applications of Safety Valves
- Protect equipment: Safety valves help protect equipment such as boilers, compressors, and storage tanks from damage due to overpressure.
- Prevent accidents: By automatically releasing pressure when it exceeds safe limits, safety valves prevent explosions and serious industrial accidents.
- Extend system lifespan: Maintaining pressure within safe limits ensures longer-lasting equipment and reduces maintenance and repair costs.
- Compliance with safety standards: Most industries are required to use safety valves to meet industrial safety regulations and standards.
Applications of Safety Valves
Benefits of Using Safety Valves
- High safety: Safety valves significantly reduce the risk of workplace accidents, ensuring a safe environment for workers and operators.
- Automatic operation: These valves operate automatically without human intervention, optimizing operational efficiency.
- Minimize damage: By releasing excess pressure, safety valves help minimize the risk of equipment damage and system failures.
- Cost savings: The use of safety valves protects systems from costly breakdowns, saving businesses on repair, maintenance, and replacement costs.
Common Types of Safety Valves
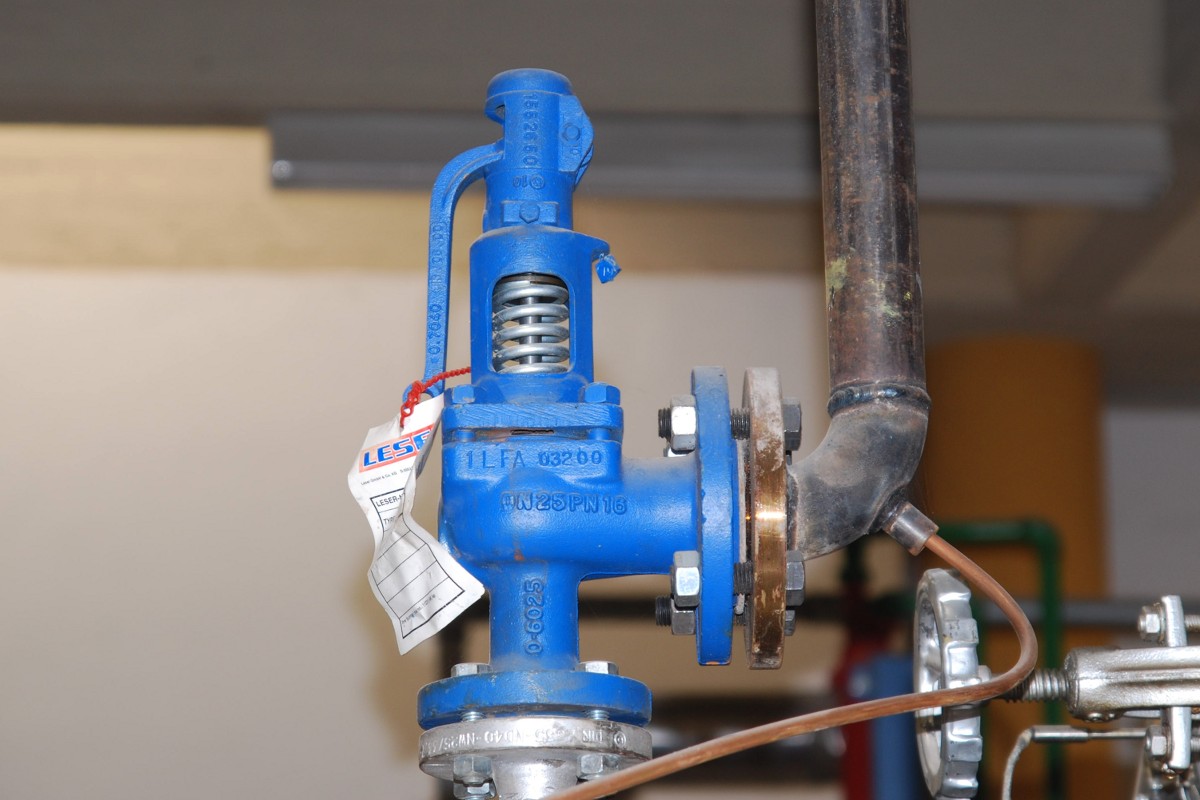
- Spring-loaded safety valve: This type uses a spring force to keep the valve closed and opens when pressure exceeds the set limit.
- Pneumatic safety valve: Controlled by pneumatic pressure, this valve allows for precise pressure control in the system.
- Automatic safety valve: These valves are pre-set to automatically release pressure when necessary, without requiring manual operation.
Choosing Safety Valves from Phuc Minh Engineering
Phuc Minh Engineering is a leading distributor of high-quality safety valves in Vietnam, providing solutions from renowned brands like KSPC, Tozen, Klinger, and Samyang. With years of industry experience, Phuc Minh ensures the best safety valve solutions, meeting all technical and safety standards.
- Wide product range: Phuc Minh offers a full range of safety valves, from basic to high-performance models, suitable for all systems.
- Guaranteed quality: All products undergo rigorous testing and meet international safety and performance standards.
- Professional consultation: With a team of experienced engineers, Phuc Minh is ready to assist customers in selecting and installing the right safety valve.
📞 Contact PME – Your Trusted Industrial Equipment Partner
Phuc Minh Engineering Co., Ltd (PME) specializes in:
✅ Supplying genuine industrial equipment, pumps, valves, and water treatment systems.
✅ Consulting, installation, and maintenance for factories and production lines.
Contact Information:
- 🌐 Website: www.pm-e.vn
- 📧 Email: info@pm-e.vn
- ☎️ Tel: +84 (28) 3535 2125 | Fax: +84 (28) 3535 0254
- 📍 Address: 92/38 Street No.12, KP18, Binh Hung Hoa Ward, Binh Tan District, Ho Chi Minh City, Vietnam
- 📱 Zalo: 0902 720 814 – 0907 450 506 – 0902 800 728 – 0979 737 351
👉 PME – Delivering Reliable Engineering Solutions for Every Factory in Vietnam.
Related News
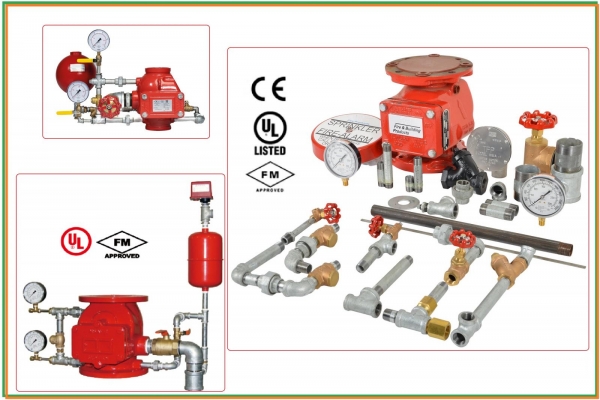
Professional Fire Protection Valve & Equipment Solutions – Leading Global Brands
24/03/2026
In any fire protection system, firefighting valves and water control equipment play a critical role in rapid response, system control, and the protection of life and property. Selecting products from world-leading brands that comply with international standards such as UL, FM, EN, and ISO ensures operational reliability, safety, and long-term performance.
Toyo Valve Japan – Official Genuine Valves 2026 | Latest Price List
01/04/2026
Get the latest 2026 prices for genuine Toyo Valve Japan. Wide range of industrial Toyo valves, full CO & CQ, competitive prices. Contact us for professional guidance.

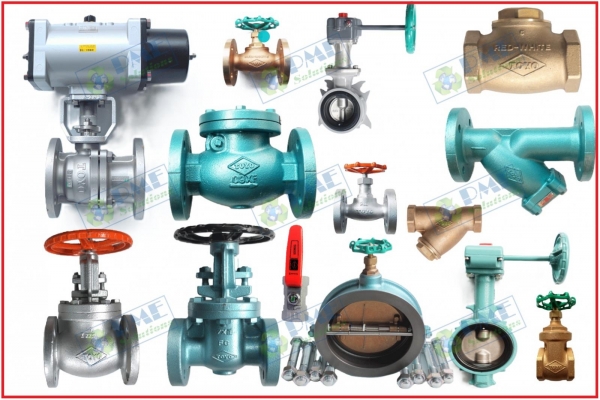
Industrial Valves
30/03/2026
Learn about industrial valves, types, applications, and latest prices. Contact Phuc Minh for high-quality valves and expert support.

Yuanda Valve Price – Genuine Industrial Valves | PM-E.vn
31/03/2026
Get detailed Yuanda valve quotes in Vietnam from PM-E.vn. We provide a wide range of industrial valves: gate, globe, ball, butterfly, Y-strainer, and couplings. Large stock, fast delivery, competitive prices, complete CO/CQ. Contact 0907450506 – 0902720814.

Quick Quote: Yamamoto Keiki – Genuine Japanese Pressure & Temperature Gauges for Industry
31/03/2026
Discover Yamamoto Keiki pressure gauges, thermometers, and pressure control devices – 100% made in Japan, highly accurate and durable, widely used in boilers, oil & gas, chemical, food & pharmaceutical, power plants, and HVAC systems.






VINVAL Z61Y-800LB Gate Valve DN25 (1") | Class 800#, Socket Weld (SW)
1,244,430 d 1,464,040 d

VINVAL Z61Y-800LB Gate Valve DN20 (3/4") | Class 800#, Socket Weld (SW)
829,610 d 976,010 d

VINVAL Z61Y-800LB Gate Valve DN15 (1/2") | Class 800#, Socket Weld (SW)
799,450 d 940,530 d


About us

PHUC MINH ENGINEERING CO., LTD
Head Office: 92/38, No.12 St, Quarter 18, Binh Hung Hoa Ward, Ho Chi Minh City, Vietnam.
Tax Code: 0314405007
Tel: +842835352125
Fax: +842835350254
Email: info@pm-e.vn
Website: www.pm-e.vn
Quang Ngai Branch:
Address: 123/4 Vo Thi Sau, Chanh Lo, Quang Ngai, 840255, Vietnam
- Policies and regulations
- Payments
- Shipping and forwarding
- Warranty Policy
- Complaint handling process
- Exchanges and refunds
- Privacy Policy
Return Policy
Social network
.png)







Copyright © 20017 Copyright by Phuc Minh Technology Co., Ltd